Detroit, MI -- As ET Performance's John Marcella chopped, cut, and welded away on our new intake manifold, progress was also being made on our almost-experimental one-piece rocker arm mounting bar. And while I'm not usually one to pat myself on the back, I'm kind of proud of the rocker arm mounting bar. For once, I've done something that's actually pretty cool. Like I said before, I know this wasn't exactly quantum physics. I mean c'monģ This stuff has been done before, right? It just hasn't been done for our application. So it's not like we were having a very tough time figuring out the plan. And, I was pretty happy with our work up to this point. But my little bubble was burst when John Marcella inspected a few areas of the mock-up assembly and said, "ģyou didn't really think this all the way through, did you?"
That comment almost pissed me off.
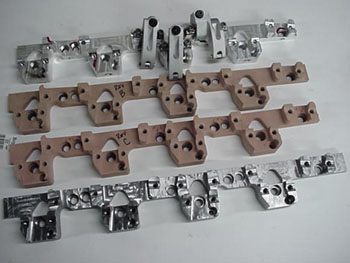
I had put a ton of time & thought into this deal! But instead of getting defensive and popping off at the mouth, I decided to keep my flap shut and listen to what the man had to say. Maybe I'd learn something. And, I did. John pointed out that the design wasn't flawed or 'wrong' because, fundamentally, everything was there. But, he still saw opportunity for improvement. After a few hours of theorizing, hypothesizing, and optimizing, the final list of revisions was complete. I immediately implemented those revisions into my CAD model and ordered up a final prototype. The minute the prototype part was in hand, I ran through the mock up one last time, keeping in mind everything that John previously brought to my attention. The mocked-up prototype worked perfectly! Now we're 'really' ready to machine the final parts.
The bar stock that the rocker arm mounting bars would be cut from started as a 2" x 3" x 24" block of steel weighing roughly 40 pounds. When finished, well over 30 pounds of material would be machined away to create the final part. That's over 75% percent scrap! What a waste. But there really isn't any better way to do this and besides, the Chinese love all that scrap!
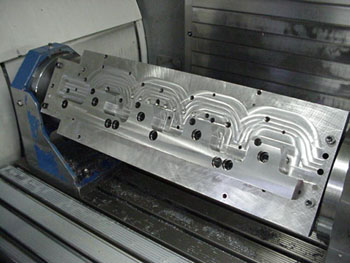
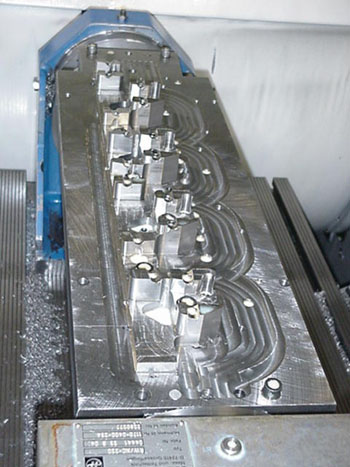
ET Performance's Stryker Moffat and Glen Bammert would be the men overseeing the CNC programming and machining for our project. Glen first clamps the bar stock to the table of the 3-axis CNC machining center that he oversees. He then commands the machine to square up the bar and drill & counter bore the basic holes that'll be used to locate the bar stock to the fixture plate and later to the cylinder head. The next step is to bolt the partially machined bar stock to the fixture plate of Stryker's 5-axis machining center. At that point, after the set up is verified, the green button is push, and all of Stryker's programming is streamed from his computer to the machine controllers as coolant and steel chips fly in every direction.
The process involves twenty-one machining operations consisting of roughing, finish machining, drilling & tapping, and machining the precise rocker arm shaft saddles. And that's not to mention the frequent inspections that take place to assure that everything was proceeding properly and that cutting tools weren't wearing prematurely.
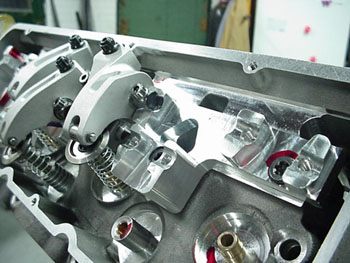
In approximately three hours, the result is a single rocker arm mounting unit that is immensely more reliable then the previous standard for our application. It looks like one of the most troublesome and costly problems we've had over the years is about to become extinct. Now we just need to get the engines on the dyno and prove it.
As the mounting bars were being finished, ET Performance's Cary Chouinard did some minor machining to the top of our cylinder to accommodate the completed rocker arm mounting bar and send our heads out the door.
This little project has been a dream of ours for the past several years, basically ever since we started frequently hurting exhaust side valve train parts and ever since a friend of ours showed me a mounting bar that one of the top running Pro Stock teams was using in their engines. But due to time, money, apprehension, doubt, fear, and any other excuse you could think of, nothing was ever done with that idea - until now. Even though this thing might not seem like a big deal to you, it was pretty big to us and took a lot of effort on many people's part.
There are a few people I'd like to thank for there contributions:
My brother Tim for getting me moving on the project and tactfully pointing out that this is the single most important thing I needed to accomplish for our new racing engine upgrade and also for providing the material for the finished product.
The entire crew at ET Performance for being patient and hanging in there through the design, prototype, mock-up, final production phases and for delivering a fantastic finished part. At the end, I'm sure they were all pretty tired of my act and probably locked the door behind me.
John Marcella for his patience, knowledge, and guidance.
John Hutchinson of Hutch's Transmission Service for his general consulting and talking me into believing I had the know-how and resources to do this and that it would be pretty cool when it was done. As usual, he was right.
Tony Flosky for just keeping me on track in general and not letting me get too distracted with anything else going on.
And my wife Karin for tolerating my being a little (maybe a lot) irritating at times through the length of the project.
Thank you again to everyone involved!
Ted & Tim Pelech
Pelech Bros. Racing
www.PelechBrosRacing.com
Next project at our little racecar science fair; 3000F degree ringless Carbon-Carbon pistons & cylinder linersģ