Detroit, MI -- Now that the bulk of the heavy fabrication work has ended, ET Performance John Marcella shifts his focus to the detail work. This stuff is just as cumbersome & tedious as the main fabrication. John picks up his trusty die grinder and continues the build process by ripping passages through the plenum floor into the runners. He then grinds each entry radii to the preferred shape & polishes them to a fine finish. While he's at it, John also buffs up the rest of the plenum floor and walls. The next step is machining and welding the electronic fuel injector bungs on to the intake runner to Jeff Prock's dimensional specifications.
After that's done, John machines the matching holes into the F.A.S.T. supplied fuel rail that will trap the top of the fuel injectors between the rail and their corresponding bungs on top of the intake runner. John also bores a handful of holes into the front and rear plenum walls to facilitate the twin plenum bar nitrous system that Prock has prescribed for our combination.
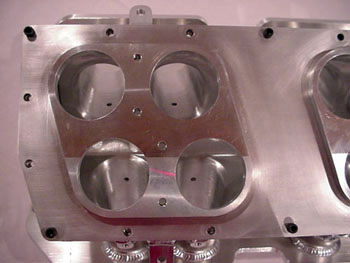
Then it's on to port matching. You can see in the photo at the right that John leaves the port holes in the flange undersized so that he can perfectly port match it to the cylinder heads later on. As he's executing the port matching, John also touches up the area around the fuel injector opening to eliminate any rough spots that may have been created during their welding or machining.
The top plate is CNC machined by Glen Bammert, also of ET Performance. He is the man responsible for milling the roof that holds the four 2-barrel throttle bodies that are the nostrils our high-horsepower racing engine breathes through. (I just hope this thing never 'blows it's nose' - if you get what I meanģ) What starts out as a 17 pound, 24" x 12" piece of 5/8" thick 6061 aluminum plate, is eventually whittled down to a 19" x 8" plenum top weighing roughly a quarter of it's starting weight. Lots of scrapģ John takes the finished top plate and transfers it's hole pattern on to the plenum rail where he drills and taps the threaded holes that'll clamp the plate down.
Like I mentioned earlier, all of this 'detail' work can be very tedious but the most tedious aspect of the job is one of the last; it's machining the flanges first for flatness and then for proper alignment to the cylinder head ports. This nothing more then a see-saw balancing acted as aluminum is shaved from the mount flanges a few thousandths of an inch at a time until the intake runners align with the cylinder head port on each side.
Now that the manifold is finished, all that's left to do now is to safely pack it into a wooden crate and send it di-rectly to Rogersville, Tennessee's Applied Nitrous Technology where a whole new process will begin.
We would like to thank the crew at ET Performance, especially John Marcella, for supplying this awesome manifold and for allowing us the opportunity to follow along as it was being constructed. Thank you again, guysģ
Another quick note of 'Thanks' to our pal George Zaske at F.A.S.T. for bailing us out of a tight spot when we needed fuel rail in a hurry!
We're not done following this manifold project yet. We'll continue tracking its evolution as soon as the crate is dropped on Applied Nitrous Technology's doorstep.
Thanks for stopping by!
Ted & Tim Pelech
Pelech Bros. Racing